
vip会員
製品の詳細
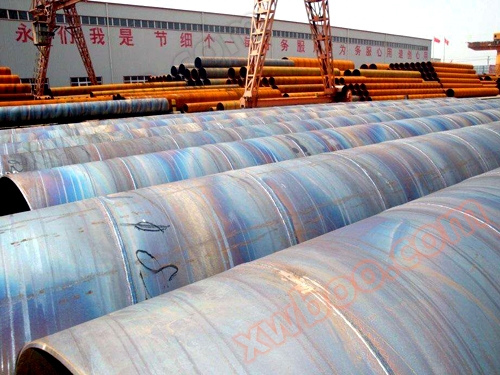
Q 345 B小口径らせんこうかんの材質にはQ 345 Bがあり、Q 345は鋼材の材質である。それは低炭素合金鋼(c<0.2%)、総合性能が良く、低温性能が良く、冷間プレス性能、溶接性能と切削可能性能が良い。橋梁、車両、船舶、建築、圧力容器などに広く応用されている。Qはこの材質の降伏を表し、後ろの345は、345 MPa前後のこの材質の降伏値を指す。マテリアルの厚みが増すにつれて降伏値が小さくなります。
Q 345 B小口径螺旋鋼管の主な執行基準は5037であるが、硬すぎる工事要求9711基準を要求する品質のものがある。
Q 345 B小口径螺旋鋼管の現在最も一般的な規格は219 mm---320 mmで、肉厚は6 mm---18 mmの間にある。
Q 345 B小口径螺旋鋼管は水道工事、石化工業、化学工業、電力工業、農業灌漑、都市建設に応用され、我が国が開発した20の重点製品の一つである。液体輸送用:給水、排水。ガス輸送用:ガス、蒸気、液化石油ガス。構造用:杭打ち管、橋梁、埠頭、道路、建築構造用管など。
Q 345 B小口径螺旋鋼管の生産技術
1.原材料、すなわちストリップ鋼ロール、ワイヤ、フラックス。投入前には厳格な理化検査を受けなければならない。
2.ストリップ鋼の先端部と先端部を突き合わせ、単線または二線埋め込みアーク溶接を採用し、鋼管に巻き取った後、自動埋め込みアーク溶接を採用した。
3.成形前に、ストリップ鋼は平坦化、剪断エッジ、かんなエッジを経て、表面整理輸送と予曲げエッジ処理を行った。
4.電気接点圧力計を用いてコンベアの両側のシリンダを圧下する圧力を制御し、帯鋼の安定した輸送を確保した。
5.外制御または内制御ロールを用いて成形する。
6.溶接隙間制御装置を用いて溶接隙間が溶接要求、管径、エッジずれ量及び溶接隙間を厳格に制御することを保証する。7.内部溶接と外部溶接はいずれも米国リンカーン電気溶接機を用いて単線または二線埋め込みアーク溶接を行い、安定した溶接規範を得た。
8.溶接済みの溶接ビードはすべてオンライン連続超音波自動傷計検査を経て、100%の螺旋溶接ビードの非破壊検査被覆率を保証した。もし欠陥があれば、自動的に警報してマークを吹き付け、生産労働者はこれに基づいて随時技術パラメータを調整し、直ちに欠陥を除去する。
9.空気プラズマ切断機を用いて鋼管を一本に切断する。
10.一本の鋼管に切断した後、各鋼管は厳格な初検査制度を行い、溶接の力学性能、化学成分、溶着状況、鋼管の表面品質及び無傷探傷検査を経て、製管技術の合格を確保してから、正式に生産に投入することができる。
11.溶接ビードに連続音波探傷標識がある部位は、手動超音波とX線再検査を経て、欠陥があれば、補修を経て、欠陥が解消されたことを確認するまで、再び無損失検査を経て。
12.ストリップ鋼の溶接ビード及び螺旋溶接ビードと交差するTジョイントの所在管は、すべてX線テレビ又は撮影検査を受けた。
13.各鋼管は静水圧試験を経て、圧力はラジアルシールを採用した。試験圧力と時間はいずれも鋼管水圧マイコン検出装置によって厳格に制御される。試験パラメータは記録を自動的に印刷する。
14.管端の機械加工により、端面の垂直度、坂の口角と鈍い辺を正確に制御する。
オンライン照会
-
連絡先
-
会社
-
電話番号
-
Eメール
-
ウィーチャット
-
認証コード
-
メッセージの内容
-